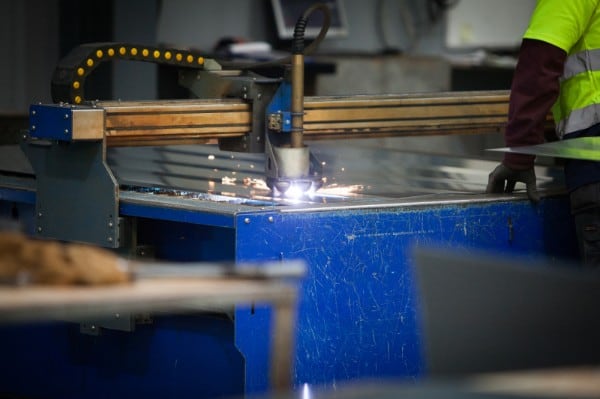
Laser Cutting Mild Steel With Nitrogen

Cutting 5mm Stainless Steel With Air And Nitrogen Spi Lasers
Nitrogen Generation In Laser Cutting

Nitrogen Vs Oxygen Which Should You Use To Cut Steel Fabricating And Metalworking

Pros Of Laser Cutting With Nitrogen Gas Plasma Laser Cutting Air Assist

Laser Cutting With Oxygen Vs Nitrogen Southeastern Engineering Sales Ses

May Cắt Laser Fiber Của Tan Hưng Cửa Sổ Cat

If the steel is thicker than 1 8 in cutting speed is similar for both nitrogen and oxygen.
Laser cutting mild steel with nitrogen. When cutting thin gauge material there s not much need for additional speed. When carbon steel is cut with an oxygen assist gas the oxygen interacts with the hot metal to create an exothermic reaction which adds heat. Laser cutting mild steel with nitrogen. Cut the same sheet with oxygen assist gas and you get a rougher edge that needs clean up but thanks to the additional heat produced you can cut much faster.
When using nitrogen an inert gas the cutting process relies solely on the beam s energy to melt the metal. Also if your cutting mild steel that has mill scale. Nitrogen or oxygen can be used as the assist gas. For mild steel and stainless steel thick sheets the ideal pressure lies in the region between 10 and 15 bar.
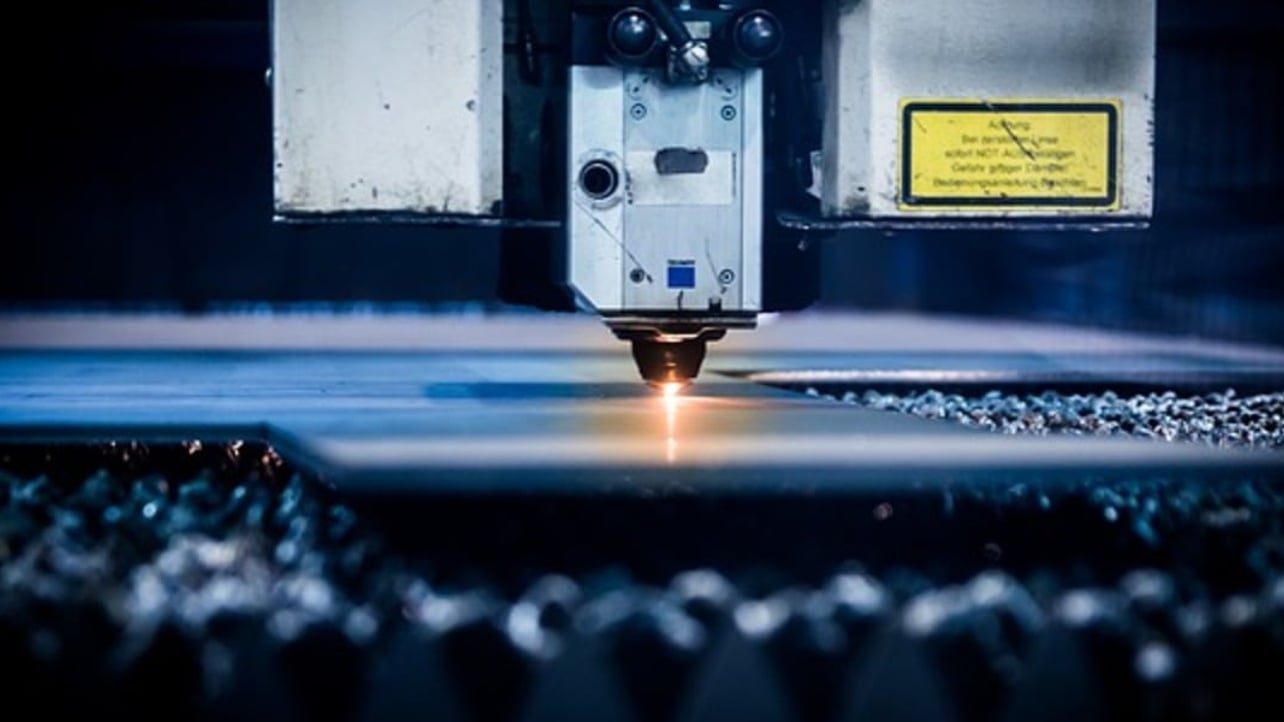
When cutting stainless steel or carbon steel with nitrogen the laser melts the steel and the nitrogen assist gas evacuates the molten material leaving an oxide free edge. However there are two choices when cutting mild steel. Factory cut chart settings. If you are cutting stainless steel or aluminium this is usually only cut with nitrogen or compressed air compressed air is typically used to laser cut material up to 2mm thick.
Speed at times is reduced for a clean cut by 20. Meeting your nitrogen purity challenges the nitrogen purity is important if a clean cut edge is required for example when cutting stainless steel or aluminium metals. The examples of the adjustments made will be similar for any co2 or fiber laser cutting mild steel with o2. The following show 12 6 and 3 2 mm 1 2 1 4 and 10ga mild steel cut with oxygen on a 2kw fiber laser and examples of the same part cut with 1 variable changed to show how it affected the cut quality.
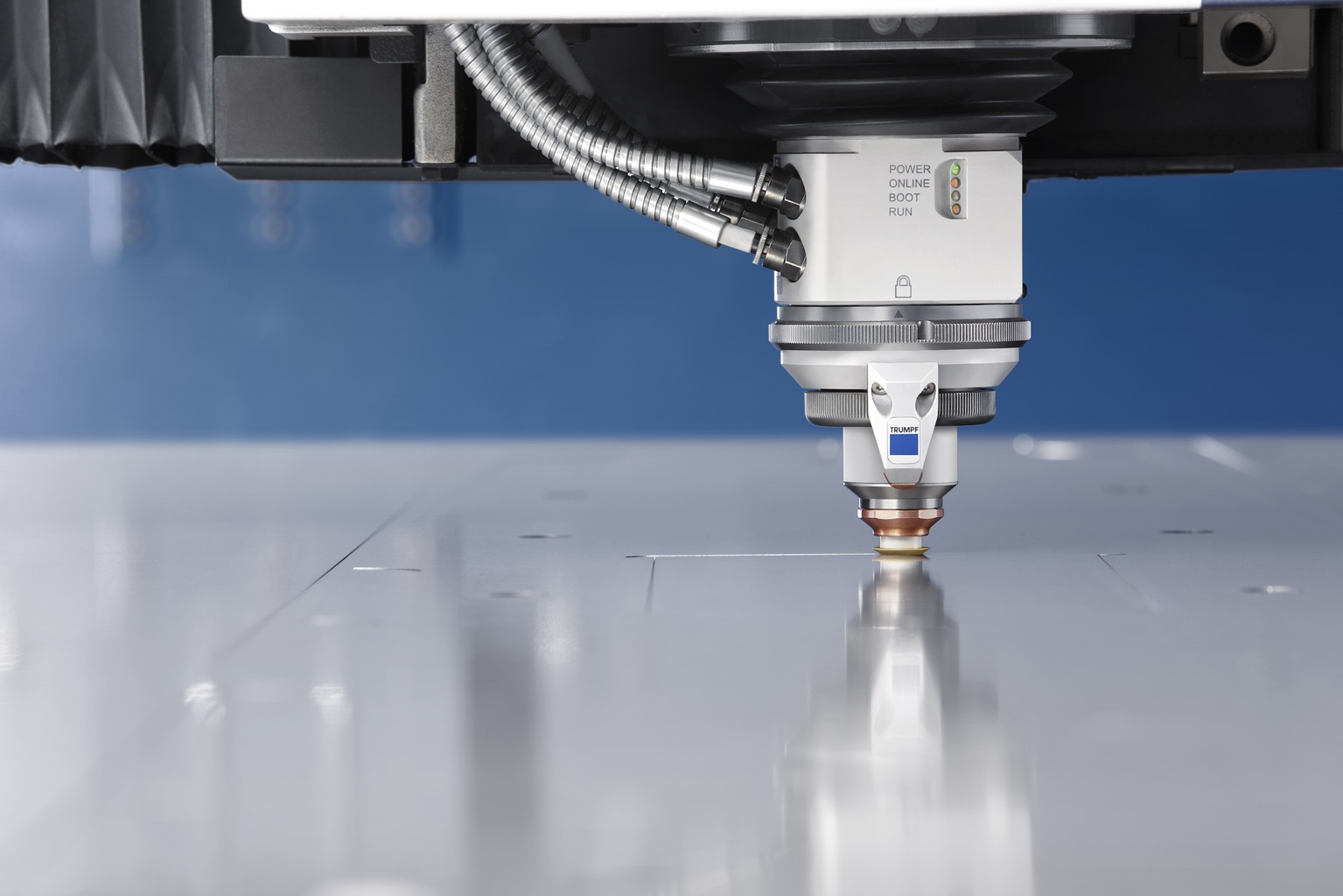
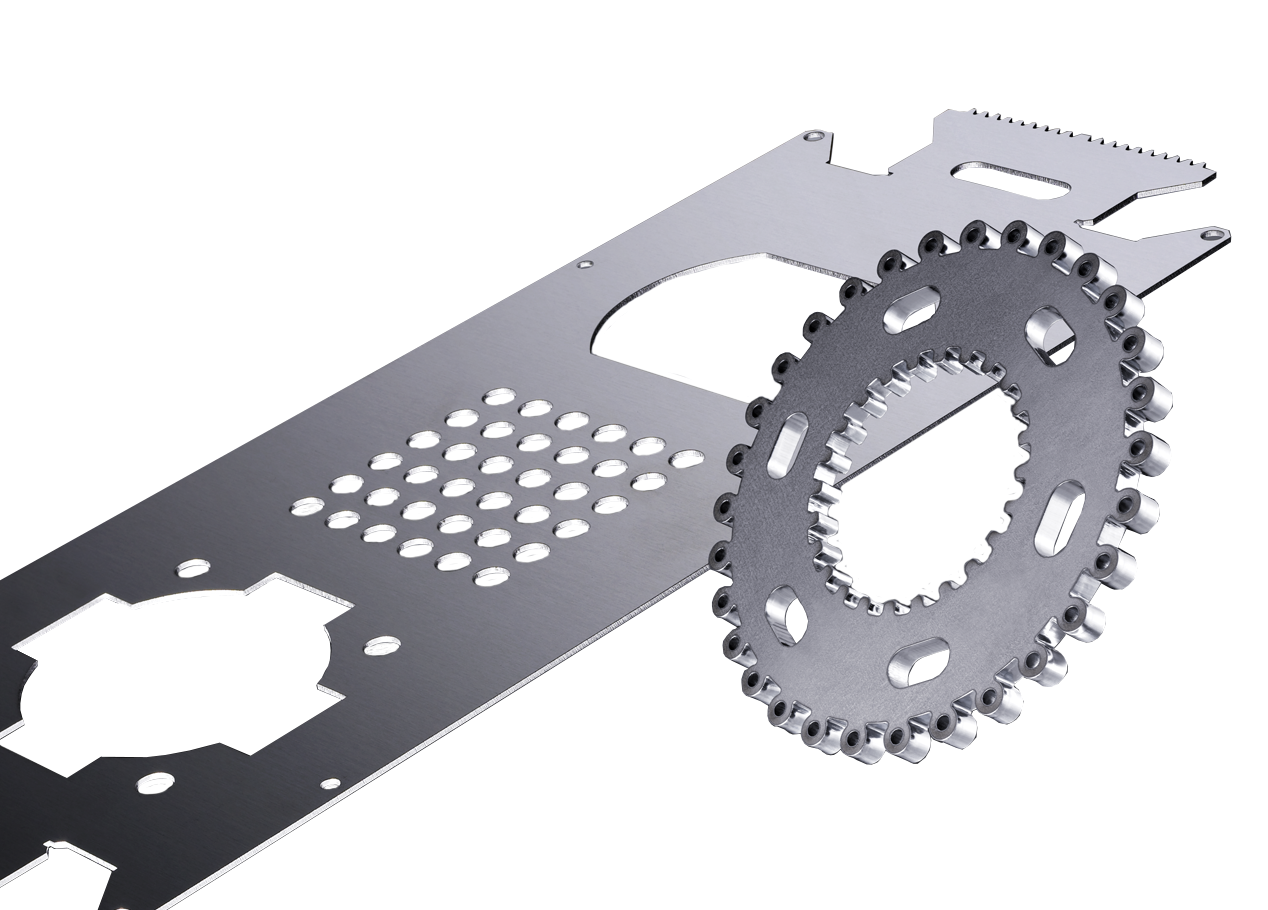
Higher figures are possible with the most powerful lasers available. Cutting mild steel. Laser cut sheet with a nitrogen assist gas and you get a clean edge. Why laser cutting steel with nitrogen.
At our shop we nitrogen cut 7ga p o at speeds of about 70 80ipm on ext and around 60ipm on internal. I have a 160 w chinese laser that i would like to cut mainly 1 2 mm mild steel 1 2 mm stainless steel and up to 1 6 mm hr steel. Using nitrogen provides the most benefit when you are cutting very thin material. However if the laser cuts too fast turns a sharp corner or its focus is a little off you risk losing the cut and producing unusable parts.
On amada fo3015 nt and 4020nt lasers.

Pin On Process

Pin Na Doske Fiber Laser Cutting Machine China

Pin On Laser Cutting Sheet Metal Work And Plate Work

Laser Cut Steel Osh Cut

Laser Cutting With Nitrogen To Produce Bright Clean Edges In Mild Steel Components

Sheet Steel Chair Steel Furniture Design Sheet Metal Metal Furniture

Pin On Laser Cutting Sheet Metal Work And Plate Work

Laser Cutting With Oxygen Vs Nitrogen Osh Cut

The Fabricator June 2019 Perfecting The Cut Edge With Fiber Laser Nitrogen Gas

Back To Basics The Subtle Science Of Burr Free Laser Cutting

Trumpf 7036 Cnc Press Brake Fast Sheet Metal Fabrication Cnc Bending V F Sheetmetal Sheet Metal Fabrication Metal Fabrication Sheet Metal
Twice The Cutting Speed

Laser Cutting Data Of 2 Mm And 0 5 Mm Thick Steel For Three Assist Gases Download Table

Fiber Laser Cutting Drives A Power Revolution Industrial Laser Solutions

2d Roaring Lion Head Template Rus Eng Polygonal Paper In 2020 Sheet Metal Art Steel Art Metal Art Projects

Air Cutting Revisited

Pin By Mohammad Rammal On Art Metal Chairs Sheet Metal Fabrication Metal Furniture

Aluminium Sheet Metal Workers Manufacturing In The Uk 2019 Aluminum Sheet Metal Sheet Metal Metal Workers

Practical Machinist Largest Manufacturing Technology Forum On The Web
Laser Cutting Metal The Basics Simply Explained All3dp Pro

Laser Cutting Steel Quality Osh Cut

Pin On Laser Cutting Sheet Metal Work And Plate Work

Nozzle Technologies Speed Fusion Laser Cutting Reduce Gas Consumption Modern Machine Shop

Making Metal Origami From Sheet Metal Estructura De Acero Disenos De Unas Origami

Laser Cutting Steel And Aluminum

Pin Na Doske Stuff
Fiber Laser Cutting Metal Techniques Ipg Photonics
Compressed Air Cutting Laser Cutting Sheet Metal Uk Laser Cutting Laser Profiling Specialists

The Mechanics Of Assist Gas In Laser Cutting Kemplon Engineering
Nitrogen Generator For Laser Cutting Industrial Laser Solutions

3 Gas Generation Trends In Fiber Laser Cutting

China Exchange Table Shuttle Table Fiber Laser Cutting Machine For Mild Steel Stainless Steel Cutting China Laser Cutter Cnc Machinery

Portee By Joachim Jirou Najou Sheet Metal Fabrication Furniture Design Steel Furniture

New Sheet Metal Knockout Punches By Bramley Sheet Metal Hand Tools Metal Working Tools Sheet Metal Fabrication

Gilbert13 Fold Shelf Metal Sheet Design Sheet Metal Art Sheet Metal
Laser Cutting Stainless Steel Fibre Faq Laser Cutting Sheet Metal Uk Laser Cutting Laser Profiling Specialists

Yds 35 Liquid Nitrogen Cans For Liquid Nitrogen Storage Tank Nitrogen Container Cryogenic Tank Dewar With Strap Liquid Nitrogen Tool Organization Storage

Laser Cutting No Gas Delivery Trucks Required

Laser Cut Aluminum And Laser Cut Steel A Guide

How To Avoid Burr In Metal Laser Cutting Perezcamps Router Cnc And Laser Engraving And Cutting Machines

Why High Power

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc S Izobrazheniyami List Metalla Idei Verstak

Pin On Laser Cutting Sheet Metal Work And Plate Work

